| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |


线材138.39减8.62;螺纹钢厂库187.31减9.71,线材厂库53.63减3.63,后市来看,库存继续下降中,整体降速较上周加快,一定程度上对商家有所提振,加之唐山钢坯端支撑尚在,但考虑时至下旬,商家为冲量销售难免有低价走货现象,料下周钢价稳中偏弱运行。管材:本周管材市场价格涨跌互现。原料钢坯周初开始接连强势上涨,本周累涨50,而管市因各地需求不同,心态各异,涨跌互现。华北地区受原料提振,信心增强,积极跟涨,焊管镀锌管较上周累涨10-40,市场出货顺畅,商家心态较好;华东市场需求极其平淡,焊管镀锌管周初纷纷在周初下调10-40后持稳陷入观望状态,市场询价多拿货少,操作情绪不高;中西南地区因受北方市场行情带动。
济南金宏通钢管有限公司为广大客户提供优质的服务,搭建互利共赢的平台!!公司真诚期待与您合作(用质量占领市场、用真诚对待客户)随时欢迎您来本公司洽谈采购,我们一定让您高兴而来、满意而归! 济南金宏通钢材厂家直销,欢迎前来考察!
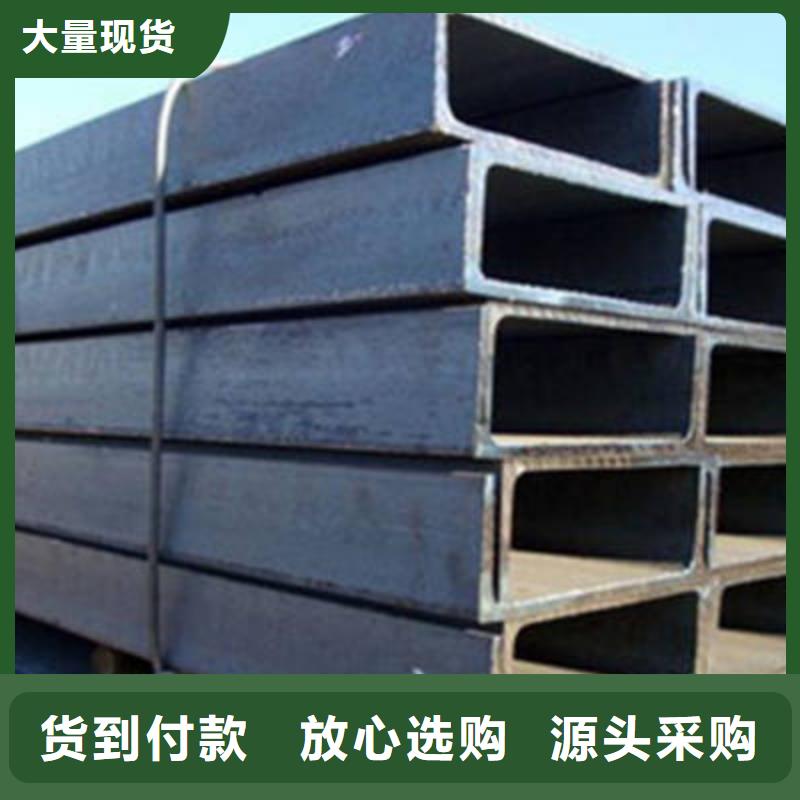
济南金宏通钢管有限公司是一家专门从事钢铁生产及销售的大型钢材流通企业。公司立足于山东市场,辐射全国,年业务增长幅度连续二年大幅增长,已赢得了一定的声誉。公司主营:工字钢、H型钢、角钢、槽钢、镀锌角钢、镀锌槽钢、不锈钢角钢、螺旋管、合金管、无缝钢管、镀锌管、螺旋管,方管,镀锌方管、镀锌板、焊管、不锈钢管、不锈钢板,不锈钢槽钢 、船用角钢、A36钢板、焊接H型钢、冷轧板、镀锌板、镀铝锌硅板、彩涂板、静电喷涂、印花板、耐磨板、耐候板、脱硫脱销、电厂脱硫脱销等产品。公司所经营的钢材规模大、品种全、价格合理、是山东地区的LZCTC专业公司。



济南金宏通钢管有限公司一贯注重横向纵向的联合和资源整合,本着双赢、共赢的理念与多家钢厂形成资源互助、紧密结合的关系。首创“钢材直通车”的概念;快速便捷保证客户的生产周期;质量至上保证客户的工程质量;誉至上保证客户的后顾之忧;品种丰富保证客户的多重需求。钢材根据客户需要可以从钢厂直接面向客户,省去了落地成本,大大增强了资源价格优势。我公司注重规范化经营,以诚经营为根本,以资源优势为依托,以强化服务为核心,以可靠质量为保证,公司常年备有万余吨现货是各终端用户的放心合作伙伴。
主营:
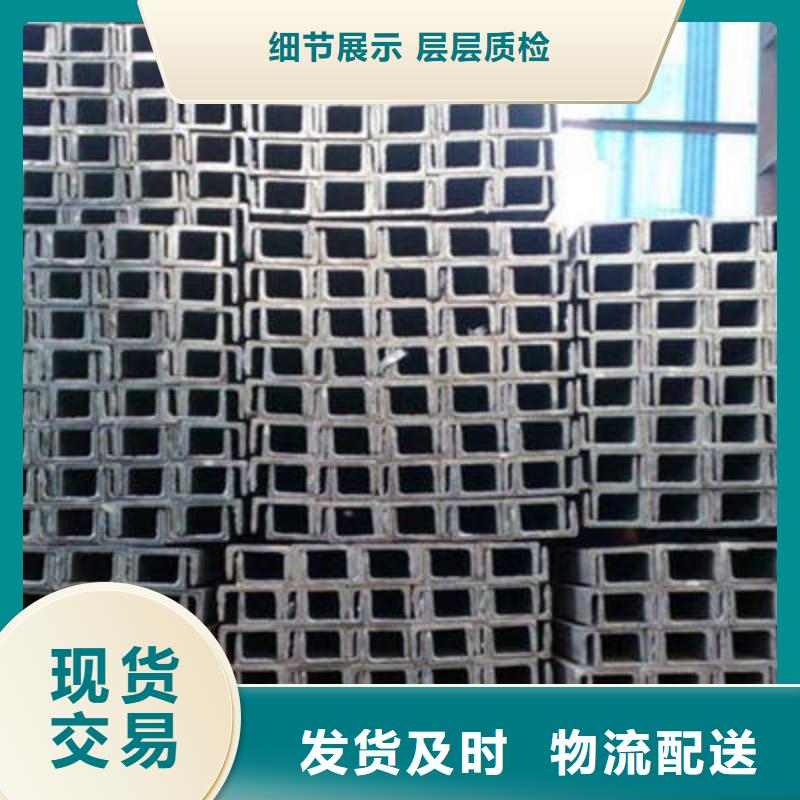
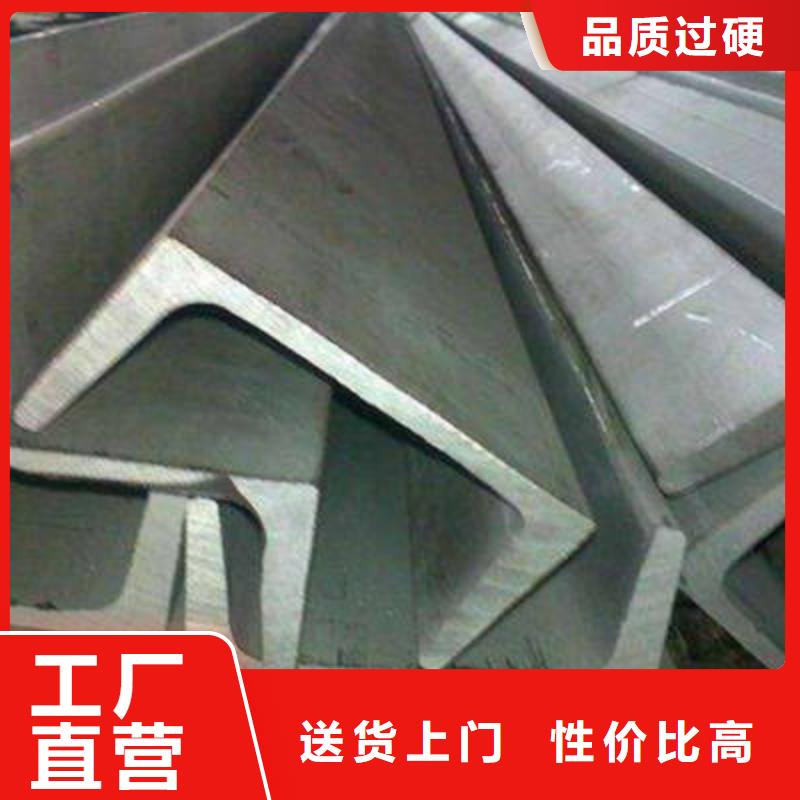
型材:H型钢、工字钢、角钢、槽钢、扁钢、圆钢、钢板桩...镀锌角钢、镀锌槽钢、镀锌工字钢、镀锌H型钢。等.....
管材:无缝钢管、螺旋焊管、方矩管、镀锌方矩管、合金管、不锈钢管。等......
板材:开平板、原平板、花纹板、不锈钢板、等......
合作钢厂:莱钢、济钢、日钢、津西、包钢、LZCTC马钢、宝钢、唐钢、等国内大型钢厂
整体上调幅度不大,现货交投氛围有所提振,资源整体成交有改善;临近周末,期螺在大涨之后出现弱势调整,市场整体活跃度欠佳,下游多持谨慎态度,现货成交难有较大放量,在此氛围下商家心态平稳,随行调整出货为主,后市来看,虽然铁矿和焦炭的双双走强,给钢价提供了利好支撑,但是终端需求跟进不足仍是拖累钢价的重要因素,故预计下周全国热轧市场或震荡偏弱。中板:本周全国中板行情震荡趋稳,部分小幅涨跌10-20左右,成交量呈递减趋势。前半周在期货强势提振下,现货表现较为坚挺,商家积极涨价出货,且钢坯持续走高刺激中间商操作情绪,华北地区低位出货小幅放量,但华东市场反应稍逊华北,成交维持少量低位,氛围平平,华南西南市场资源普遍有规格不全现象。


金宏通钢管有限公司是集研发、生产、销售【内蒙古通辽板材】于一体的厂家。现公司占地面积2万余平方米,建筑面积达5万平方米,拥有国际先进的生产设备,企业通过质量管理体系认证。 坚持以【内蒙古通辽板材】市场需求为导向、客户满意为目标,精心设计,专注于工艺细节控制。




针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100 槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63 槽钢为0.20~0.30mm、80 槽钢为0.20~0.35mm、100 槽钢为0.25~0.35mm,120 槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。